


1 / 4
Product introduction of industrial Continuous pyrolysis plant (5-10cm tire blocks as feedstock)
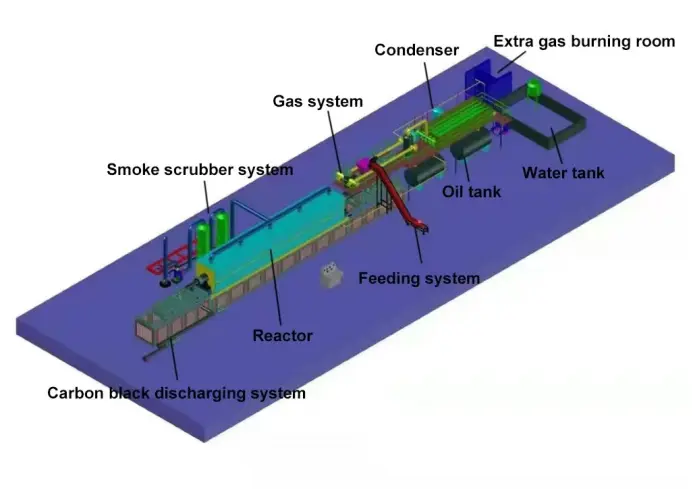
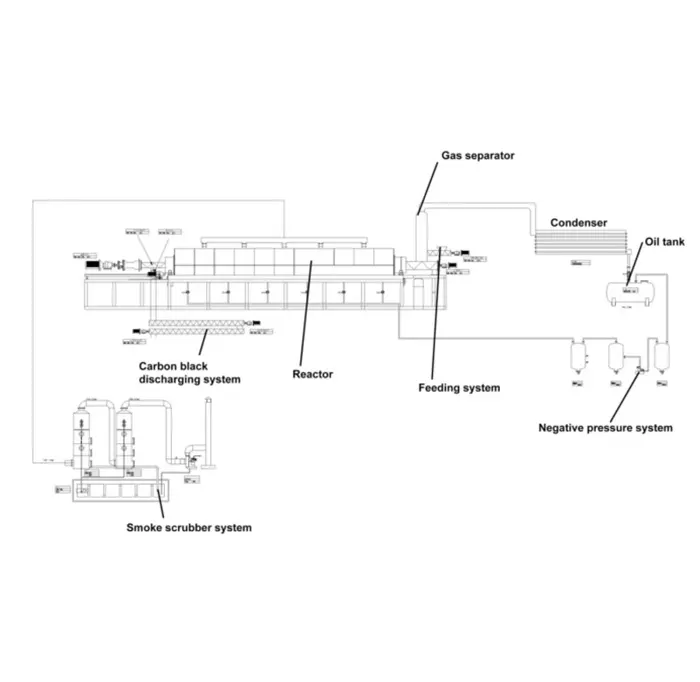
The continuous pyrolysis plant is a sophisticated system designed to process waste tires into valuable fuel oil and carbon black. It includes a waste tyre pretreatment system (shredder and crusher), a continuous pyrolysis system with automated feeding and discharge controlled by a PLC system, and an RCB refining system.
The main advantage of the continuous waste tyre pyrolysis plant is its ability to operate non-stop. This efficiency saves significant energy and time while the PLC control system drastically reduces labor costs.
Working Process: To maintain continuous feeding, waste tires must be shredded into small pieces (5-10cm). Removing steel wire beforehand prevents it from mixing with carbon black, ensuring a higher quality end product.
| No. | System Components | No. | System Components |
|---|---|---|---|
| 1 | Feeding system | 8 | Cooling Tower |
| 2 | Pyrolysis Reactor | 9 | Extra Gas burning Room |
| 3 | Reactor Basement and Burning Room | 10 | Sync Gas Purifying System |
| 4 | Gas Separator | 11 | Water Seal |
| 5 | Condensers | 12 | Smoke Clean System |
| 6 | Oil Tanks | 13 | Chimney |
| 7 | Carbon Black Discharging System | 14 | Control Cabinet |

| No. | Item | HY-C-20 | HY-C-30 | HY-C-50 |
|---|---|---|---|---|
| 1 | Capacity | 20T/D | 30T/D | 50T/D |
| 2 | Power | 70Kw | 85Kw | 100Kw |
| 3 | Working Type | Continuous | ||
| 4 | Reactor Design | Multiple Internal Rotating Reactors | ||
| 5 | Cooling System | Recycled water cooling | ||
| 6 | Reactor Material | Q345R boiler plate and stainless steel | ||
| 7 | Heating Method | Indirect hot air heating | ||
| 8 | Feedstock | Waste tire / Plastic / Rubber | ||
| 9 | Output | Fuel oil, Carbon black | ||
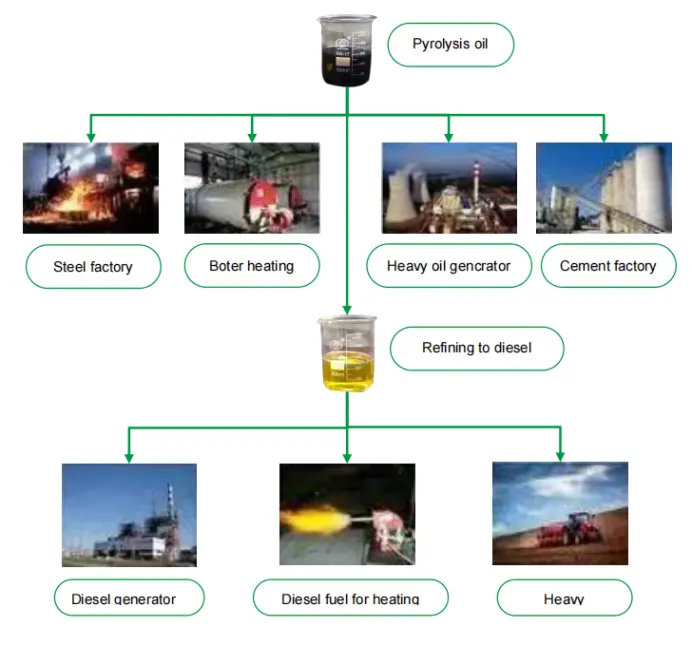
Our continuous plant processes all types of waste tires (bicycle, car, truck, OTR). The end products have diverse industrial applications:







