1 / 5
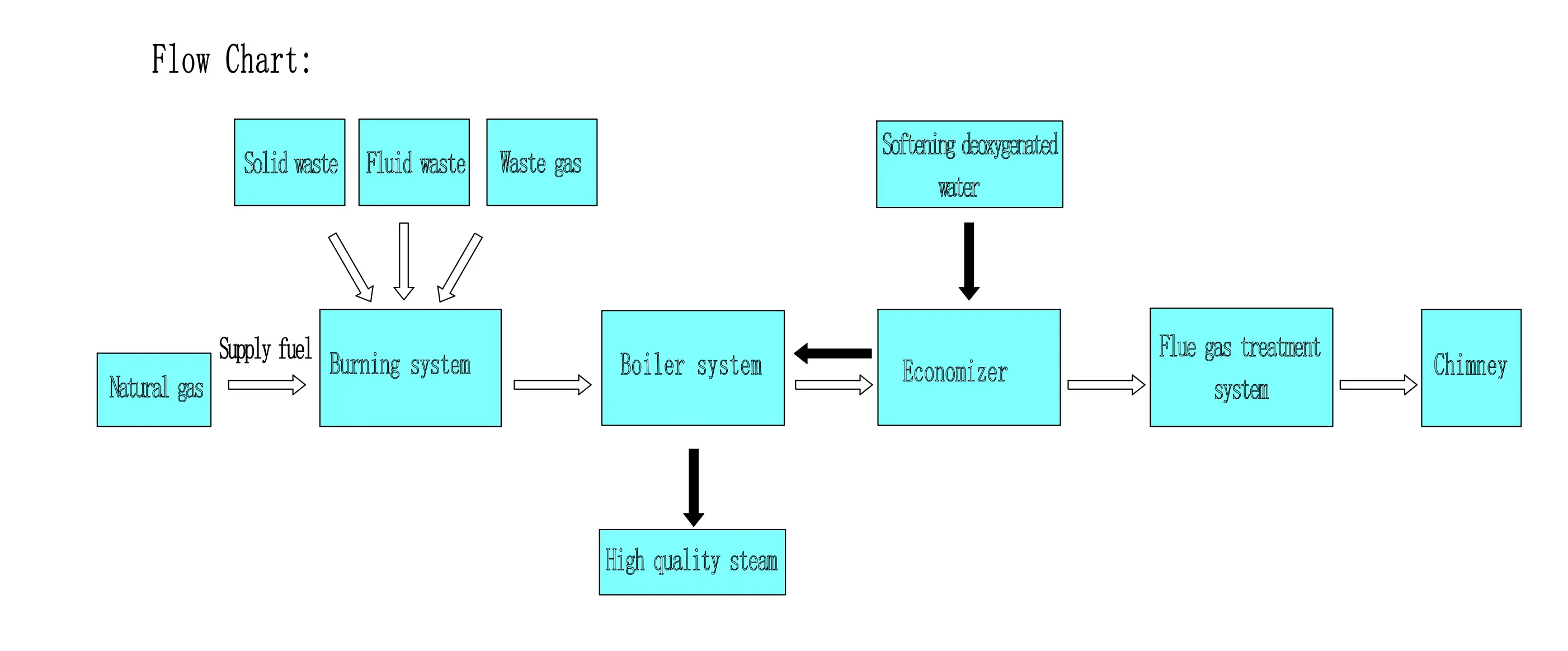
Using low calorific value industrial waste liquid, gas, and residue as fuel, supplemented by oil/gas ignition, this system utilizes high-efficiency co-firing technology to turn waste into resources.
• Liquid: Sewage with organic/inorganic toxic substances, chemical waste liquid, textile dyeing wastewater.
• Gas: Soot, odor, irritating harmful gases, biological gas, steel/chemical industry waste gas.
• Slag: Fly ash, calcium carbide slag, coal slime, paper/leather industry sludge.
• High-temperature incineration integrated with pyrolysis and waste heat recovery.
• Integrated compact furnace structure for space efficiency.
• Vertical closed structure for long-term continuous operation.
• Wide load regulation (30%~110%).
Widely used in petrochemical, printing and dyeing, textile, paper, and biopharmaceutical industries for comprehensive waste treatment and energy recovery.