

1 / 2
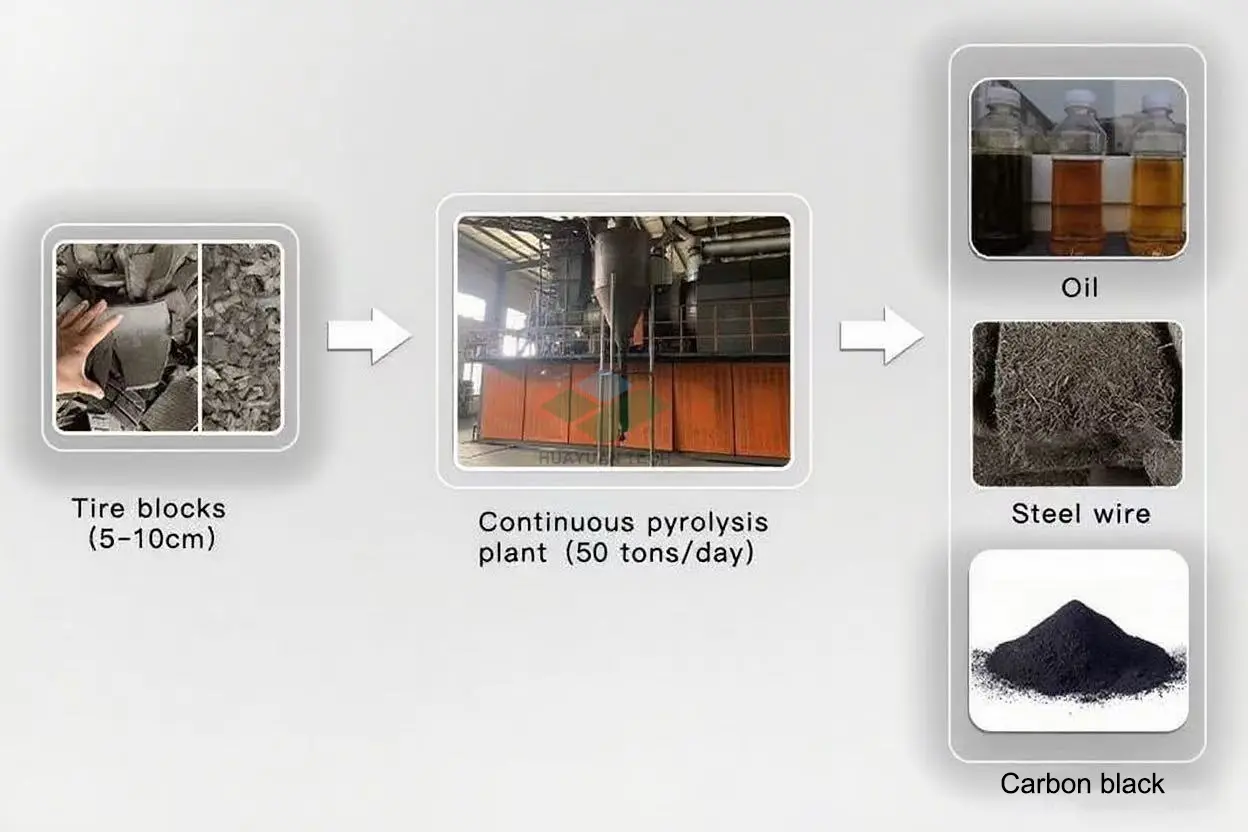

The raw materials are shredded by a shredder and transformed into tire rubber blocks with a uniform size of 5-10cm, which are then transported to the feeding machine for preparation.
The combustion engine heats the pyrolysis kettle. Upon reaching the set temperature (400-420°C), the feeding machine starts. Raw materials decompose into gas while impurities are discharged via the tail slag extractor. This phase transition transforms solid matter into liquid and gas states under controlled pressure (6-10Kp).
High-temperature oil and gas are cooled by secondary water cooling to room temperature. This mixture undergoes three-stage precipitation to remove impurities. Oil is stored in tanks, while remaining combustible gas is purified through a dechlorination and neutralization device.
Combustible gas is stored in tanks after precipitation and dehydration. A Roots blower then transports it to a constant pressure storage tank for backup use.
When storage pressure hits 10KP, the system switches to self-circulating combustion. The generated gas heats the kettle in a specialized combustion chamber (up to 1500°C), ensuring full combustion before emission.
Exhaust gas is cooled from 380°C to 180°C via a heat exchanger. The recovered heat is used for auxiliary combustion, significantly reducing emissions and energy consumption.
Exhaust undergoes water bath dust removal, desulfurization, and filler purification to remove odors and sulfur. Post-emission meets standard GB/T32662-2016.







